
As we continue to strive to enhance life’s experiences with technological advancements and industry firsts, we are driven to always consider the responsible use of energy and water and to minimize waste.
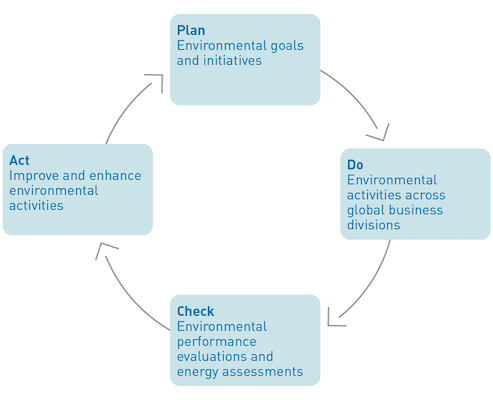
Our worldwide energy reduction management system, which uses a traditional Plan-Do-Check-Act cycle along with elements of ISO 50001, strengthens our approach to energy management. Teams around the globe are responsible for identifying goals and targets, setting key performance indicators (KPIs) and executing projects to drive continuous improvement. Under this program, energy usage is tracked on a monthly basis across several HARMAN production facilities.
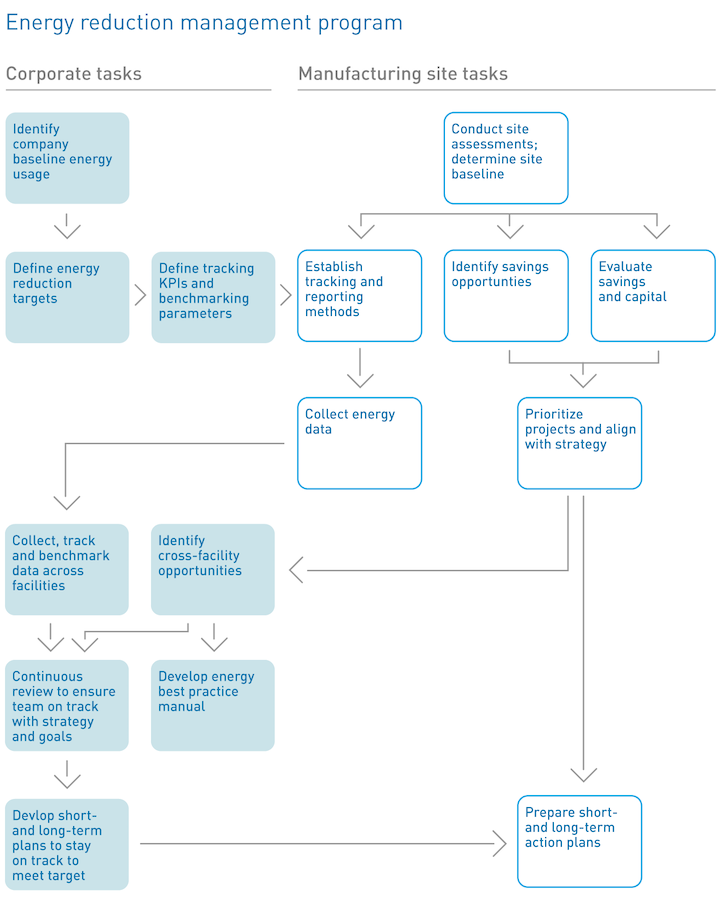
In 2017, HARMAN began working closely with global operations to better understand opportunities to implement energy saving initiatives at global locations. We set out to uncover opportunities such as energy consumption reduction, equipment/capital upgrades, and improved global methodology.
To develop a more comprehensive baseline understanding of our manufacturing footprint, we asked 13 sites to complete a customized Site Assessment tool to collect information on site characteristics, including topics such as regulatory requirement, building envelope, equipment and operations, and energy use.
Total Improvement Potential ratings
Our sites also provided information about any ongoing or planned improvement projects, to help us build a detailed understanding of each location’s maturity level. Using a pre-defined scoring methodology, we identified the Total Improvement Potential for each location in the following categories: lighting upgrades; compressed air optimization; steam system improvements; chillers; HVAC upgrades; building management systems; process improvements; idle equipment; and employee engagement.
Through data analysis and site-level communication, we are producing baseline performance evaluations and site-specific targets at the plant level, which will support scenario planning and implementation of improvement opportunities. By better tracking and understanding where energy is used, we hope to put in place long-lasting actions to help reduce our manufacturing carbon footprint and expand reporting on energy use at our global locations.

Eco-design is a principle that calls for minimizing the negative environmental and human health impacts of a product across its life-cycle.
In 2017, we completed our first Eco-Design workshop and training session for a group of engineers in Novi, Michigan. The primary objectives of the training were to:
- Educate our engineering team on Eco-Design elements beyond regulations
- Evaluate environmental and business benefits and value from incorporating Eco-design materials into product design
Additionally, we completed two life-cycle assessments for a subwoofer and an amplifier to understand the relative environmental impacts of recently designed products. The life-cycle assessments were conducted by a third-party expert, and carbon dioxide-equivalent emissions for each of the life-cycle stages were shared, comparing products and suggesting Eco-Design improvements for each.
The key takeaways from the workshop were:
- Using scorecards, we can quantify and implement quality and cost-savings into product development and embed sustainability in products
- The Eco-Design scorecard can also be used to measure future progress on the incorporation of sustainable design into our products
- By using a systems approach to combine speakers and amplifiers, we reduce power consumption to reduce weight and carbon dioxide emissions
As part of our continuous improvement and learning mindset, we commit to regularly conducting new and relevant Eco-Design workshops and training sessions to ensure we provide our employees with the tools they need so they can then develop strategies that benefit others.